
自20世纪60年代中后期激光锁模技术发明以来,人们就可以从激光器中获得皮秒(10-12s)及飞秒(10-15s)量级脉冲输出。从此激光脉冲进入了超短脉冲的时代。这两者有很多的共性,但又有不少差异。
对增益介质的要求不同
根据傅里叶变换,对于一个1 ps的1064 nm中心波长的激光脉冲,其光谱宽度只有1.5 nm。几十皮秒的激光器的光谱宽度更窄,以至于都无法用分辨率相对较低的光谱仪准确测量出光谱宽度,如图1。而对于飞秒激光器,以100 fs的1030 nm激光为例,其光谱宽度就达到了15 nm左右,超出了很多增益介质的能力,如图2。能支持30 fs以下脉冲宽度的激光介质则更加少见。
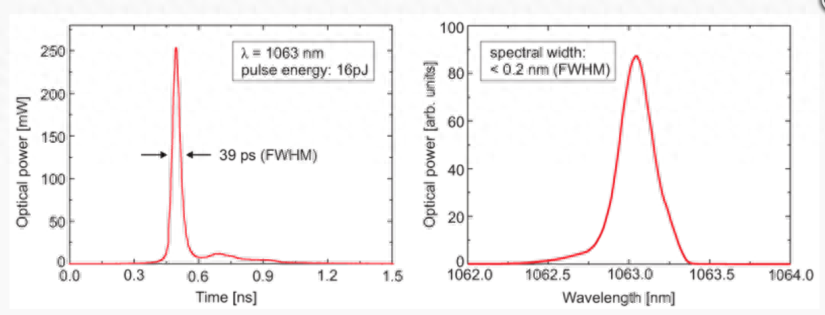
图1 皮秒脉冲对应的时间和光谱宽度
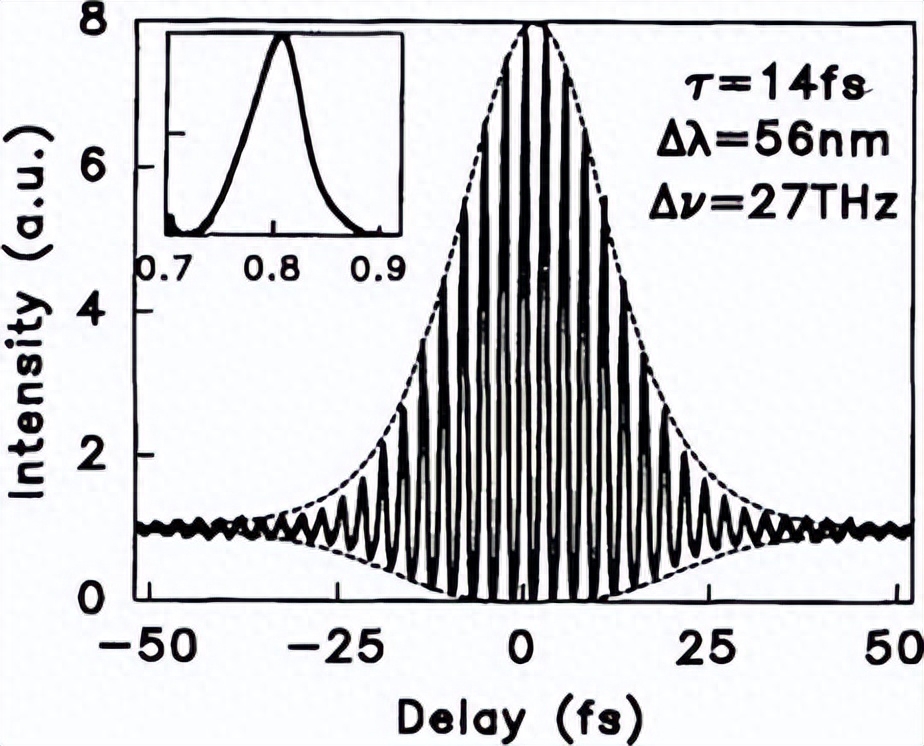
图2 飞秒激光脉冲时间宽度(自相关曲线)及其对应的光谱宽度
皮秒激光和飞秒激光都能通过激光锁模的方式获得
对于飞秒脉冲来说,锁模几乎是唯一的实现手段,但对于皮秒脉冲,特别是10 ps量级的脉冲,可以通过增益开关技术直接从半导体激光器中获得。因此,相对来说皮秒激光器成本可以更低。由于飞秒脉冲太短,即使只有微焦量级的脉冲能量,脉冲的峰值功率也可以达到几十兆瓦(MW)量级,因而在传输过程中有非常大的非线性效应,要么破坏光学元器件,要么脉冲本身的特性受到影响。所以,飞秒激光更难获得高平均功率和高脉冲能量。高平均功率和高脉冲能量的飞秒激光脉冲需要采用啁啾脉冲放大(CPA)技术来实现,结构复杂,稳定性较低,成本较高,如图3所示。
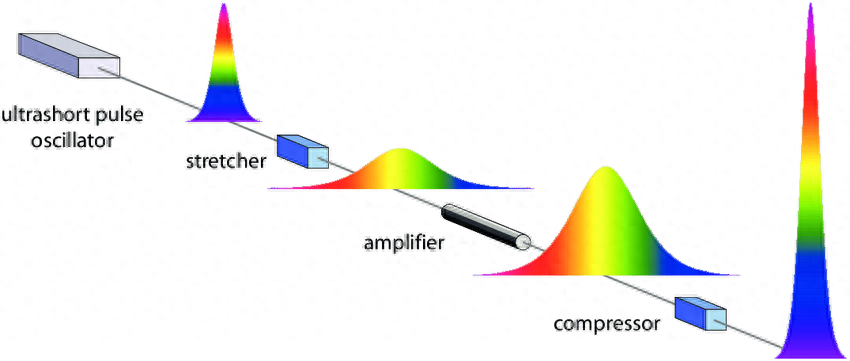
图3 为获得高脉冲能量和极高峰值功率的飞秒脉冲啁啾放大示意图
皮秒激光和飞秒激光同物质相互作用的优劣稍有不同
根据汉诺威大学Chichkov等提出的双温模型,金属中电子与晶格的作用时间基本在若干ps量级。因此,若干皮秒至飞秒量级的激光脉冲都可以实现金属材料的“冷加工”,即晶格的温度一直保持比较低,不会出现熔融状态的“热区”,激光照射的区域内物质直接通过气化的形式脱离出去,形成很整洁和精密的加工形貌。皮秒脉冲相对来说更容易做到具有较高的脉冲能量,因此若干皮秒量级的脉冲激光器是金属精密加工的首选。
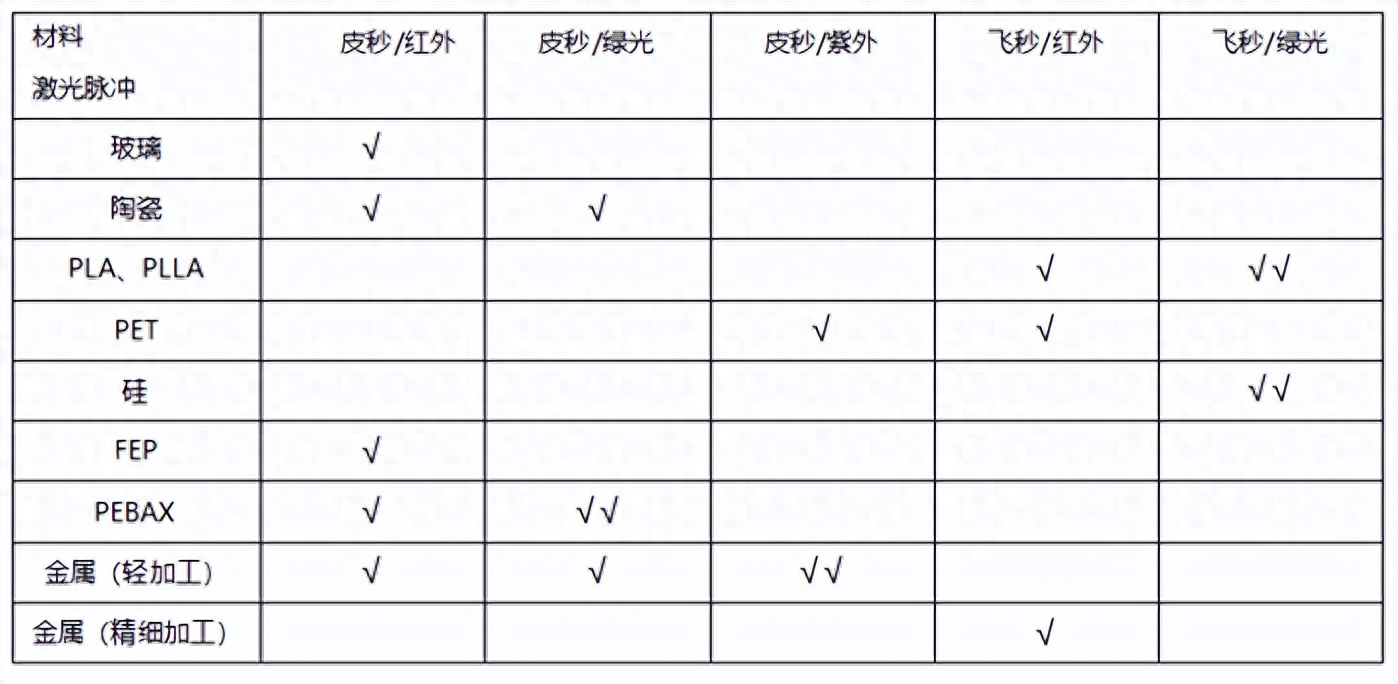
超短脉冲激光与透明介质相互作用时多光子电离等非线性效应占主导地位。飞秒激光更容易达到非线性阈值,对材料的吸收特性适应性更广,不需要频率转换到较短的蓝光甚至紫外波长。因此在透明介质加工(打标、钻孔、切割等)以及波导刻写等场合飞秒量级的脉冲激光器更具有优势。此外,在超分辨率加工方面,飞秒激光以其极高的峰值功率和较低的平均功率,在与光子硬化透明材料相互作用时,可以通过多光子吸收过程得到纳米量级分辨率的超精细结构,且不至于由于过多的能量而破坏有机聚合物。表1为几种常见材料的加工与对应的超短脉冲激光的选择。
表1 几种常见材料的加工与对应的超短脉冲激光的选择
飞秒脉冲比皮秒脉冲在泵浦探测以及基于脉冲飞行时间的距离测量等方面的分辨率更高
飞秒激光脉冲的光谱宽度更宽,通过光子晶体光纤产生超连续光谱时光谱的相干性更高,通过精密的脉冲包络以及载波-包络相位控制技术,可以获得超高精度的激光频率梳,在精密光学计量、精密光谱测量以及精密绝对距离测量等方面正展现出前所未有的影响力。图4为双光梳精密光谱测量示意图。

图4 双光梳精密光谱测量示意图。此方案利用了双光梳快速互扫描(微秒量级)和极高的频率分辨率,正成为精密光谱(和测距)领域的研究及应用前沿
总之,随着激光技术的发展,特别是光纤及半导体激光技术的发展,高可靠性、较低成本的超短脉冲激光正在越来越广泛地应用于各行各业。